后副車架作為汽車底盤系統的重要組成部分,其焊接質量直接關系到整車的安全性與操控性。而焊裝夾具則是保證后副車架焊接精度、一致性及生產效率的核心工裝設備。沐風網作為國內知名的機械設計資源共享平臺,匯集了大量后副車架焊裝夾具的機械設備制造、裝配與設計相關資源,為行業工程師提供了寶貴的參考與學習素材。
一、后副車架焊裝夾具的核心功能與要求
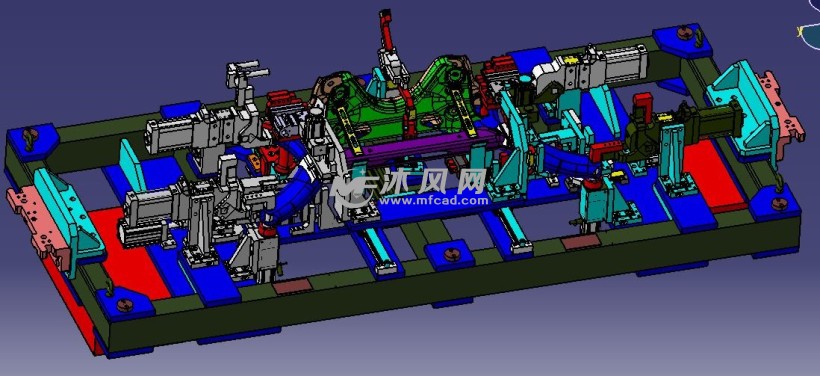
焊裝夾具的主要功能是在焊接過程中,對后副車架的各個沖壓件、鑄件或管梁進行精確的定位、支撐與夾緊,使其在正確的幾何位置上被固定,以抵抗焊接熱變形,確保最終總成的尺寸精度。一套優秀的夾具設計需滿足以下要求:
- 定位精準:采用一面兩銷(基準面、圓柱銷、菱形銷)或類似的精確定位原理,確保零件在三維空間中的位置唯一且準確。
- 夾緊可靠:夾緊力需足夠且分布合理,防止零件在焊接過程中移動或翹曲,同時避免因夾緊力過大導致零件變形。
- 剛性強、穩定性好:夾具本體結構需具有足夠的剛性,以承受焊接應力和操作過程中的各種載荷,長期使用不變形。
- 操作便捷、安全:夾具的開合、零件的取放應流暢,符合人機工程學,并設有必要的安全防護裝置。
- 便于維護與調試:關鍵定位元件和夾緊單元應易于更換和調整。
二、機械加工圖紙的關鍵內容解析
在沐風網等平臺上分享的后副車架焊裝夾具圖紙,通常包含以下幾類關鍵圖紙,它們共同構成了制造與裝配的完整技術指令:
- 總裝配圖:展示了夾具的整體布局、所有組件的裝配關系、關鍵的外形尺寸和輪廓尺寸。它是理解夾具工作原理和總體結構的藍圖。
- 部件裝配圖與零件圖:
- 基礎部件:如底板、骨架梁。圖紙會詳細標注其材料(通常為Q235或焊接結構鋼)、整體尺寸、形位公差(如平面度)、安裝孔位及表面處理要求。
- 定位部件:包括定位塊、定位銷(固定銷、可調銷)、仿形塊等。圖紙會精確給出其工作表面的尺寸、硬度要求(通常需淬火至HRC40-50以上)、與底板的安裝配合尺寸及公差。
- 夾緊部件:如手動或氣動夾鉗、壓臂、連接桿等。圖紙需明確活動部件的運動范圍、轉軸位置、關鍵鉸接孔的尺寸公差及表面粗糙度。
- 輔助部件:如防護罩、集煙罩、銘牌安裝板等。
- 關鍵零件的加工工藝要求:對于高精度的定位銷、襯套等,圖紙會明確其熱處理工藝、磨削精度、以及可能涉及的鍍鉻等防腐處理。
三、機械設備制造及裝配流程要點
基于詳細的加工圖紙,制造與裝配過程需嚴格控制:
- 材料準備與下料:嚴格按照圖紙要求的材質和規格備料。
- 粗加工與焊接:對大型結構件進行初步的銑、刨加工,然后進行焊接。焊接需采用防變形工藝,焊后需進行去應力退火。
- 精加工:這是保證夾具精度的核心環節。通常使用大型數控銑床或加工中心,以統一的基準,一次性裝夾加工出所有安裝定位面、銷孔和槽,確保各部件之間的位置精度。
- 標準件與外購件組裝:安裝氣缸、直線導軌、彈簧、手柄等標準件。
- 關鍵定位/夾緊元件安裝與調試:將加工好的定位塊、夾緊臂等安裝到主體骨架上,并使用三坐標測量機或專用檢具,以產品數模或主模型為基準,對夾具的關鍵定位面、銷進行最終精調與鎖定,確保其位置度滿足產品要求(通常要求在±0.1mm以內)。
- 試生產與驗收:使用夾具進行小批量試焊,測量生產出的后副車架總成尺寸,驗證夾具的穩定性和精度,并據此進行微調。
四、設計思路與沐風網的資源價值
優秀的設計始于對產品(后副車架)焊接工藝的深入理解。設計師需分析焊點分布、焊接順序、零件公差累積以及焊接變形趨勢,從而確定最優的定位基準、夾緊點和支撐方案。沐風網上分享的眾多成功案例和圖紙,為新手工程師提供了直觀的學習范例,有助于快速掌握以下設計精髓:
- 模塊化設計思想:將夾具分解為可互換的標準模塊,提高設計效率和后期改型的靈活性。
- 公差分析與分配:合理分配夾具制造公差、產品零件公差和焊接變形公差,確保總成尺寸在可控范圍內。
- 仿真應用:越來越多的設計會利用軟件進行焊裝過程模擬,預判變形,優化夾具布局。
###
后副車架焊裝夾具的機械加工圖紙是連接設計與制造的橋梁,其詳盡與準確與否直接決定了夾具的最終性能。沐風網等平臺上的開源圖紙與設計資源,不僅降低了行業的學習門檻,也促進了制造經驗的交流與共享。對于從業者而言,深入研讀這些圖紙,理解其背后的設計邏輯和制造要求,是提升自身在機械設備制造及裝配與設計領域能力的重要途徑。在實際項目中,務必結合具體產品特性與生產節拍,進行創新設計與嚴謹驗證。